
电 话:400-6666-940
邮 箱:1162741017@qq.com
网 址:www.nmghengjiu.com
地 址:稀土高新区滨河新区凤至路4号

钢结构隔层施工工艺:1、国标工字钢材,角铁用40*40*3,跨度超过4.5m的两边用槽钢加柱,使承重每平方米达到250公斤以上。2、确定好高度后以一点认定水平,打好水平线,专业钢结构安装工程墙上开孔直径大于主钢型号,按此施工。3、开槽或打孔时在墙体没有原预埋件或钢筋时,将工字钢放墙6-8cm。如果遇到原墙体有钢筋或预埋件而无法进行继续开孔或开槽时,工字钢或槽钢即与其满焊接。相应大小的槽钢位置在与工字钢平行的两边墙壁上,并用膨胀栓加固。4、工字钢间距600mm(边到边),角铁间距600mm(边到边)。5、铺设木板:锡盟钢结构安装工程木板采用厚2.2mm厚环保衫木木板。

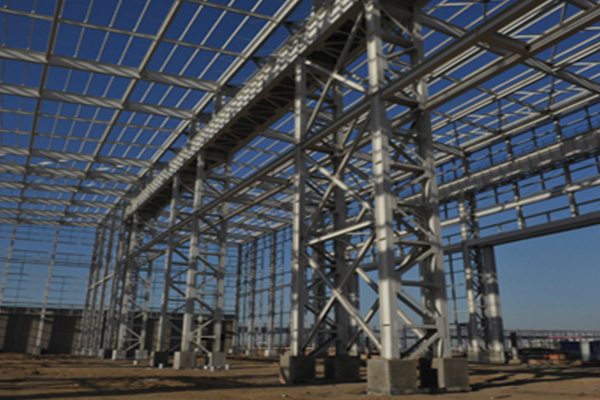
钢结构工程中因为绝大多数材料全是不锈钢板材,这就促使专业钢结构安装工程的抗压强度高,而且重量轻,可以在同样支承状况下,跨距能够高过其他结构。钢结构拥有它与众不同的塑性变形延展性,在出現独特状况的那时候它不容易猛的一下破裂,让结构对载荷的适应能力强大。针对钢结构的应用费用预算非常容易测算,因为它的材料各层面较为的匀称,因而,可信性较高。锡盟专业钢结构安装工程针对电焊焊接,钢结构它归属于很强有力的电焊焊接目标,进而钢结构适用这些比较繁杂的样子及结构。钢结构往往可以很多交付使用,由于钢结构的生产制造是在一些系统化金属材料结构厂开展,做起來简易,而且有相对性的精度,安裝快,不容易奢侈浪费过多的時间。钢结构的密封性,耐高温、都较为好,特别是在是它的密封性,內部机构非常密不可分,十分不容易漏水。
务必按加工工艺规定的顺序开展,当有隐蔽工程焊接时,务必先予焊接,经检测合格即可遮盖。为降低形变,尽可能选用大件装焊,经纠正后再大件组装;组装的零件、构件应经查验合格,零件、构件联接表面和沿焊接边沿约30~35mm范畴内的锈迹、毛边、污渍、风雪、油渍等应消除整洁;专业钢结构安装工程布局组装模套时,其精准定位务必考虑到预释放电焊焊接收拢量及进给量;为降低大件组装电焊焊接的形变,专业钢结构安装工程价格一般先要采用大件装焊,经纠正后,再组装大型部件;模套及组装的首样务必历经检测即可大量开展组装;板材、铝型材的拼凑应在组装前开展;构件的组装应在构件组装、电焊焊接、纠正后开展,便于降低构件的内应力,确保商品的制做品质;构件的隐蔽工程部位应提早开展喷涂;钢结构加工制做时规定抛光顶紧的部位,其顶紧表面需有75%之上的总面积紧靠;生产加工好的构件应先用漆料在显著部位序号,注明图号、构件号、产品数量等,便于搜索。

钢结构厂房必须定期进行清洁保养,一般专业钢结构安装工程至少每年进行常规检查一次,以发现潜在的问题。钢结构厂房金属板表面如有损坏要及时修补以免日晒雨淋腐蚀金属板面。如有需要采用全部涂刷高弹性纳米材料,用于保护金属屋面板,并起到有效的隔热防水作用,节约室内空调能源。钢结构厂房外墙清洗,很大程度上取决于环境。锡盟专业钢结构安装工程清洗表面时必面注意不有刮划现象,避免使用漂白成份及含研磨制的洗涤用品,钢丝球,耐磨品都不得使用,用洁净水从上到下冲洗。树枝、树叶等类似物体应要及时清理。

专业钢结构安装工程焊缝连接是通过电弧产生的热量使焊条和焊件局部熔化,经冷却凝结成焊缝,从而将焊件连接成为一体。优点:不削弱构件截面,节约钢材,构造简单,制造方便,连接刚度大,密封性能好,在一定条件下易于采用自动化作业,生产效率高。缺点:焊缝附近钢材因焊接高温作用形成的热影响区可能是某些部位材质变脆;专业钢结构安装工程焊接过程中钢材受到分布不均匀的高温和冷却,使结构产生焊接残余应力和残余变形,对结构的承载力、刚度和使用性能有一定影响;焊接结构由于刚度大,局部裂纹一经发生很容易扩展到整体,尤其是在低温下易发生脆断;焊缝连接的塑性和韧性较差,施焊时可能产生缺陷,使疲劳强度降低。

钢结构在施工之前,做好相应的工作是少不了的,这样在提高施工效率的同时,又可以保证其质量,其中,它是需要做好前期处理的,具有要做哪些工作呢?专业钢结构安装工程接头设计:钢结构的接头单边间隙应控制在0.08~0.2mm,焊缝长度一般不大于30mm。表面处理:用碱液或金属清洗液将钢结构接头焊接处油污等污物清洗掉,再用刮刀(或粗砂纸、或铜刷、或钢丝刷)将接头焊接处表面上的绝缘层刮去。锡盟专业钢结构安装工程铜排和铝排(或铜线和铝线)焊接:用碱液或金属清洗液将焊接处油污等污物清洗掉,再用铜刷(或钢丝刷、或刮刀、或粗砂纸)将接头焊接处表面上的绝缘层刮去。

 公司地址:稀土高新区滨河新区凤至路4号
公司地址:稀土高新区滨河新区凤至路4号
 公司电话:400-6666-940
公司电话:400-6666-940
 公司邮箱:1162741017@qq.com
公司邮箱:1162741017@qq.com
 公司网址:www.nmghengjiu.com
公司网址:www.nmghengjiu.com


